
ZX7550CW鉆銑床
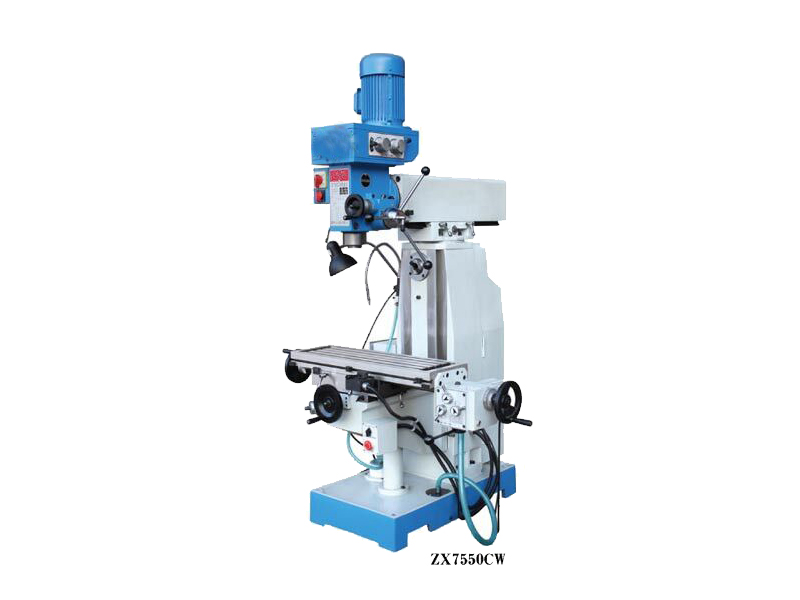
ZX7550CW鉆銑床
本機(jī)適用于各種中小型零件加工,特別是有色金屬材料;塑料;尼龍的切削,具有結(jié)構(gòu)簡單,操作靈活等優(yōu)點(diǎn),廣泛用于單件或是成批的機(jī)械制造;儀表工業(yè);建筑裝飾和修配部門。
生產(chǎn)廠家:滕州市高地機(jī)床有限公司
廠家熱線:0632-5806100
移動電話:18663251181
主要參數(shù):
|
型號 |
ZX7550CW |
|
鉆孔最大直徑(mm) |
50 |
|
端銑最大寬度(mm) |
100 |
|
立銑最大直徑(mm) |
25 |
|
鏜孔最大直徑(mm) |
120 |
|
最大攻絲直徑(mm) |
M16 |
|
主軸端面至工作臺距離(mm) |
90~490 |
|
主軸轉(zhuǎn)速范圍(r.p.m) |
(立)115~1750 (臥)60~1350 |
|
主軸行程(mm) |
120 |
|
工作臺尺寸(mm) |
1000×240 |
|
工作臺行程(mm) |
600×230 |
|
外型尺寸(mm) |
1280×1285×2080 |
|
電動機(jī)功率(kw) |
(立)1.5 /(臥)2.2 |
|
機(jī)床重量(kg) |
850/1000 |
結(jié)構(gòu)特點(diǎn):
本機(jī)床外觀造型美觀大方,總體布局勻稱協(xié)調(diào).齒輪為磨齒經(jīng)高頻淬火調(diào)質(zhì)噪音低經(jīng)久耐用,本機(jī)為方形箱體的多功能鉆銑床,立銑為齒輪傳動,臥銑為皮帶傳動,扭矩傳遞好,加工效率高裝有機(jī)械進(jìn)給器,可實(shí)現(xiàn)工作臺縱向自動進(jìn)給,減少了勞動強(qiáng)度,提高了加工精度和表面光潔度.床身導(dǎo)軌淬火處理,有良好的耐磨能力.銑頭安裝于滑臂前端,可沿滑臂上下移動,不僅能在垂直平面內(nèi)左右回轉(zhuǎn)45度,又可在床身上回轉(zhuǎn)360度,具有良好的加工萬向性。
主要用途:
本機(jī)被廣泛用于大中小型企業(yè),鄉(xiāng)鎮(zhèn)和個體工業(yè)的機(jī)械加工,及各類機(jī)器制造業(yè)中加工中小型零件,也適用于修理車間。具有銑;鉆;鏜;磨;攻絲等多種切削功能,其部分型號主軸箱可垂直平面內(nèi)左右回轉(zhuǎn)90°,工作臺面積可在水平面內(nèi)垂直縱橫移動,又可左右回轉(zhuǎn)45°。適用于各種中小型零件加工,特別是有色金屬材料;塑料;尼龍的切削,具有結(jié)構(gòu)簡單,操作靈活等優(yōu)點(diǎn),廣泛用于單件或是成批的機(jī)械制造;儀表工業(yè);建筑裝飾和修配部門。
主要構(gòu)造:
本機(jī)床結(jié)構(gòu)是由床身、底座、三角體、工作臺和滑座、滑臂回轉(zhuǎn)座、銑頭、冷卻及潤滑、電器系統(tǒng)等九個主要部件組成。
維修方法:
鉆銑床三角表面被研傷后修復(fù)方法,首選的修復(fù)方案應(yīng)是刮石匠方法修復(fù)。一般來說,滑動軸承都留有可供調(diào)整和修理的余量根據(jù)安裝源程序進(jìn)行人工修復(fù)。
首先卸下工作臺底座前面的蓋板,接著松開法蘭盤上得三個緊固螺釘,但不要過松,更不要取下來,順時針轉(zhuǎn)動蝸桿,帶動可調(diào)螺母旋轉(zhuǎn),當(dāng)可調(diào)螺母和主螺母的牙側(cè)二分別與絲杠的兩個不同側(cè)而靠近時,絲杠與螺母之間的間隙即可清除。
主軸裝配決定機(jī)床精度,主要原因原因往往是由于主軸前、中軸承的間隙調(diào)整不當(dāng)造成的。當(dāng)徑向圓跳動超差時,一般需適當(dāng)減小前軸承的間隙。調(diào)整時,應(yīng)修去前部兩半圓調(diào)整墊圈的一定厚度,將軸承內(nèi)圈向前軸頸大端移動。因而內(nèi)圈的移動可以改變前軸承的徑向間隙。當(dāng)軸向竄動超差時,一般需調(diào)整中軸承的間隙。可以按預(yù)加載載荷法修正兩內(nèi)外隔圈的厚度差。當(dāng)采用上述調(diào)整方法調(diào)整后仍發(fā)現(xiàn)裝配精度超差,則應(yīng)檢查床身前、中體孔的同軸度是否超差,主軸精度是否合格,各調(diào)整件、緊固件是否裝配到位。主軸軸承間隙的調(diào)整要適量,過緊和過松都不行。因此調(diào)整前應(yīng)測量出主軸裝配精度誤差。
樹脂砂鑄件的熱處理是很重要的工藝環(huán)節(jié),與其它加工工藝相比,熱處理一般不改變工件的形狀和整體的化學(xué)成分,熱處理可以使鉆銑床的剛性不已變形,而是通過改變工件內(nèi)部的顯微組織,或改變鑄鐵平臺和機(jī)床鑄件表面的化學(xué)成分,賦予或改善工件的使用性能。其特點(diǎn)是改善鑄鐵平臺和鉆銑床床身鑄件的內(nèi)在質(zhì)量。鉆銑床床身鑄件產(chǎn)品作為一種大型鑄件必須要經(jīng)過時效處理才能提高本身的使用性能,改善床身鑄件的內(nèi)在質(zhì)量。床身鑄件,床身立柱,工作臺等鑄件整體熱處理大致有退火、正火、淬火和回火四種基本工藝。床身鑄件回火時應(yīng)嚴(yán)格遵守回火工藝,筋板密集或易變形部位應(yīng)加支撐筋,防止應(yīng)回火溫度導(dǎo)致變形和斷裂。應(yīng)有專人看管回火爐溫度計,及時控制溫度,防止溫度過高或過低,這樣會對回火工件有很大的影響。鉆銑床銑削操作為使器具有一個或一個以上之切刃并繞著某一固定軸旋轉(zhuǎn)的刀具來進(jìn)行切削的操縱,切削時刀具固定而工件進(jìn)給與完成加工。由切削所產(chǎn)生的切屑外形可以更進(jìn)一步區(qū)別出此切削操縱與其他金屬切削操縱不同的地方,銑削所產(chǎn)生的切屑一般都是短而不連續(xù)的碎片,銑削時會產(chǎn)生不連續(xù)切屑是因?yàn)榈毒叩膸缀瓮庑嗡斐傻?;而不是如車削加工一樣不連續(xù)切屑是因?yàn)榍行嫉钠屏阉a(chǎn)生的。對于大多數(shù)的銑削操縱而言,未變形的切屑厚度由切屑的一端到另外一端都一直在改變,切屑厚度可能發(fā)生在切屑的任一端或者是在靠近切屑中心的位置,但這完全視切削過程而定。銑削時因?yàn)榍行汲梢?guī)則性的不連續(xù)變化,使得切削力與切削溫度也呈周期性的變化,而并非不亂狀態(tài)。當(dāng)?shù)毒咔腥牍ぜr,刀尖會受到強(qiáng)烈的沖擊陡震,接著是切削負(fù)載一直在改變。當(dāng)?shù)毒咔腥牍ぜr,刀具表面是冷的,但是在切屑形成過程中逐漸受到加熱,當(dāng)切屑形成以后又開始受到冷卻,直到下一個切入動作產(chǎn)生。
切削過程中,因?yàn)榍邢髫?fù)載是呈周期性的變化,此提供了引起工具機(jī)任一部份之振動的天然模態(tài)所需的能量,此種振動會使得表面粗度很差,而且將使刀具壽命降低。
銑削加工操縱的長處之一就是小而輕的刀具很輕易在高速率下旋轉(zhuǎn),以便在尺寸及外形變化很大的工件上製造出平坦或彎曲的表面。
導(dǎo)軌淬火應(yīng)滿足以下要求:
1.淬火感應(yīng)器要求做工精細(xì),若導(dǎo)軌面過寬,感應(yīng)器做成單邊淬,若導(dǎo)軌面窄,可雙邊一次淬火。
2.要求淬火設(shè)備節(jié)能。
3.加熱速度要快。
4.導(dǎo)軌淬火硬度要平均、一致,淬硬層適中。
5.淬火硬度要符合要求,導(dǎo)軌淬火不能變形。
本機(jī)附件:
平口鉗、鉆夾頭、銑夾頭、變徑套、接桿、楔鐵、呆口扳手。
本機(jī)售后服務(wù):
享受國家三包政策,非人為出現(xiàn)質(zhì)量問題(人為損壞操作不當(dāng),不在保修范圍)
1:一年免費(fèi)維修(人為因素除外),終身成本維修。
2:電器部分保修期為6個月,機(jī)械部分保修為12個月,附件不在保修范圍,保修期內(nèi)出現(xiàn)質(zhì)量問題本廠免費(fèi)發(fā)送配件協(xié)同客戶共同解決。問題較大的我公司有流動售后人員負(fù)責(zé)上門維修。
3:由于本機(jī)床重量較大,非質(zhì)量問題,本廠不提供退貨服務(wù),如客戶刻意要求退貨,需負(fù)責(zé)來回運(yùn)費(fèi)另交納10%的折扣費(fèi)用。
請嚴(yán)格按使用說明進(jìn)行操作.再優(yōu)質(zhì)的產(chǎn)品也需要您的精心維護(hù)。
上一件產(chǎn)品:ZX7550C鉆銑床
下一件產(chǎn)品:ZXTM-16鉆銑床(220V)




聯(lián)系我們

滕州市高地機(jī)床有限公司
服務(wù)熱線:0632-5806100
移動電話:18663251181
公司郵箱:1908346240@qq.com
公司地址:山東省滕州市西環(huán)工業(yè)園